欢迎访问贵州腾翔通风设备安装有限公司官方网站! 点击进入云南腾翔鑫公司>>

贵州腾翔通风设备安装有限公司
电话:0851-83814880
手机: 13511975486(杨经理)
18985187617 (刘经理)
18198282831 (熊经理)
网址:www.gztxtf.com
地址:贵阳合朋钢材市场欣格加工市场
贵阳通风设备告诉你风管部件制作技术
风管部件制作
1、范围
贵阳通风设备告诉大家本工艺标准适用于各类金属风口、风阀、罩类、风帽及柔性管等部件制作工程。
2、施工准备
2.1材料要求及主要机具:
2.1.1各种材料应具有出厂合格证明书或质量鉴定文件。
2.1.2除上述文件外,应进行外观检查,各种板材表面应平整,厚度均匀,无明显伤痕,并不得有裂纹、锈蚀等质量缺陷,型材应等型、均匀、无裂纹及严重锈蚀等情况。
2.1.3其它材料不能因其本身缺陷而影响或降低产品的质量或使用效果。
2.1.4剪板机、折方机、咬口机、冲床、电焊机、点焊机、亚弧焊机、车床、台钻、型材切割机、空压机及喷漆设备、手动、电动液压铆钉钳、电动拉铆枪和直尺、方尺、划规、划针、铁锤、木锤、洋冲、扳手、螺丝刀、钢丝钳、钢卷尺及专用冲压模具、工装等。
2.2作业条件:
2.2.1应具备有宽敞、明亮、地面平整、洁净的厂房。
2.2.2作业地点要有满足加工工艺要求的机具设备、相应的电源,安全防护装置及消防器材。
2.2.3各种风管部件均应按国家有关标准设计图纸制作,并有施工员书面的技术、质量、安全交底和施工预算。
3、操作工艺
3.1风口工艺流程:
3.2领料:风口的制作应按其类型、规格、使用要求选用不同的材料制作。
3.3下料、成型:
3.3.1风口的部件下料及成形应使用专用模具完成。
3.3.2铝制风口所需材料应为型材,其下料成形除应使用专用模具外,还应配备有专用的铝材切割机具。
3.4组装:
3.4.1风口的部件成形后组装,应有专用的工装,以保证产品质量。产品组装后,应进行检验。
3.4.2风管表面应平整,与设计尺寸的允许偏差不应大于2mm,矩形风口两对角线之差不应大于3mm;圆形风口任意两正交直径的允许偏差不应大于2mm。
3.4.3风口的转动调节部分应灵活,叶片应平直,同边框不得碰撞。
3.4.4贵阳通风设备告诉大家插板式及活动蓖板式风口,其插板、蓖板应平整,边缘光滑,拉动灵活。活动蓖板式风口组装后应能达到安全开召和闭合。
3.4.5百叶风口的叶片间距应均匀,两端轴的中心应在同一直线上。手动式风口叶与边框铆接应松紧适当。
3.4.6散流器的扩散环和调节环应同轴,轴向间距分布应均匀。
3.4.7孔板式风口,孔口不得有毛刺,孔径和孔距应符合设计要求。
3.4.8旋转式风口,活动件应轻便灵活。
3.4.9球形风口内外球面间的配合应松紧适度,转动自如,风量调节片应能有效地调节风量。
3.4.10风口活动部分,如轴、轴套的配合等,应松紧适宜,并应在装配完成后加注润滑油。
3.5焊接:
3.5.1钢制风口组装后焊接可根据不同材料,选择气焊或电焊的焊接方式。铝制风口应采用亚弧焊接。
3.5.2焊接均应在非装饰面处进行,不得对装饰面外观产生不良影响。
3.5.3焊接完成后,应对风口进行一次调整。
3.6表面处理:
3.6.1风口的表面处理,应满足设计及使用要求,可根据不同材料选择如喷漆、喷塑、氧化等方式。
3.6.2如风口规格较大,应在适当部位对叶片及外框采以加固补强措施。
3.8领料:
风阀制作所需材料应根据不同类型严格选用。
3.9下料、成型:
外框及叶片下料应使用机械完成,成型应尽量采用专用模具。
3.10零部件加工:
同阀内的转动部件应采用有色金属制作,以防锈蚀。
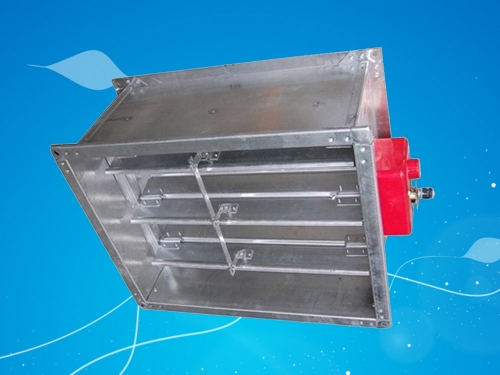
3.11焊接组装:
3.11.1外框焊接可采用电焊或气焊方式,并保证使其焊接变形控制在最小限度。
3.11.2风阀组装应按照规定的程序进行,阀门的制作应牢固,调节和制动装置应准确、灵活、可靠,并标明阀门的启闭方向。
3.11.3多叶片风阀叶片应贴合严密,间距均匀,搭接一致。
3.11.4止回阀阀轴必须灵活,阀板关闭严密,转动轴采用不易锈蚀的材料制作。
3.11.5防火阀制作所需钢材厚度不得小于2mm,转动部件有任何时候都应转动灵活。易熔片应为批准的并检验合格的正规产品,其熔点温度的允许偏差为-2℃。
3.12风阀组装完成后应进行调整检验,并根据要求进行防腐处理。
3.13若风阀规格过大,可将其割成若干个小规格的阀门制作。
3.14防火阀在阀体制作完成后要加装执行机构并逐台进行检验。
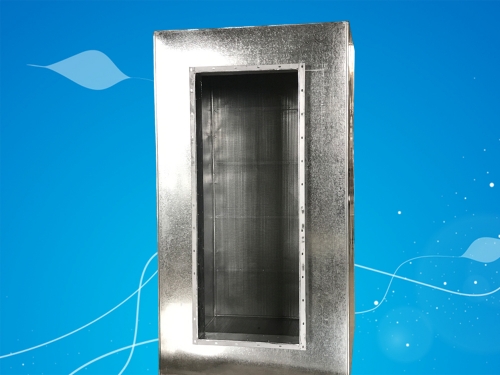
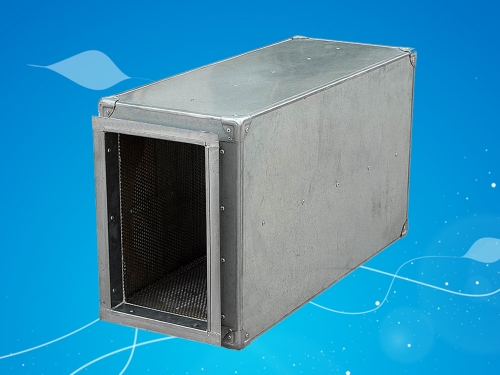
3.15罩类工艺流程:
领料→下料→成型→组装→成品→检验→出厂
3.16领料:
罩类部件根据不同要求可选用普通钢板、镀锌钢板、不锈钢板及聚氯乙烯等材料制作。
3.17下料:
贵阳通风设备告诉大家根据不同的罩类型式放样后下料,并尽量采用机械加工形式。


Copyright ©http://www.gztxtf.com/ 贵州腾翔通风设备安装有限公司 主要从事于贵州风管厂家,贵阳通风设备,贵州通风管, 欢迎来电咨询!
黔ICP备16005764号 Powered by 祥云平台 技术支持:华企立方  贵公网安备 52011102002578号
贵公网安备 52011102002578号
免责声明:本站内容由互联网收集整理,版权归原创作者所有,如有侵权请联系我们处理删除内容,谢谢!